

Introduction
Nowadays, bronze alloys are used extensively in manufacturing wear-resistant parts and precision parts because of their superior properties. Nevertheless, many manufacturers experience difficulties like deformation, excessive tool wear, and irregular surface finish, among others, which lead to any number of overruns, despite the heightened initial outlays for expertise, equipment, and technology. This happens because the inherent properties of bronze, like its toughness, high conductivity, and work hardening, are underestimated by conventional machining processes with inappropriate parameters.
This article, based on the industry and the recommended standards, outlines five effective ways to optimize tooling setups or parameters and control deformation when dealing with the challenges above. By using these techniques, engineers will be able to do high-precision and efficient bronze CNC machining. Below are the ways outlined in the subsequent sections.
What Are the Key Material Properties of Bronze Alloys That Impact CNC Machining?
Knowledge about basic characteristics for bronze alloys is essential for optimal CNC machining. In this section, we will consider material science aspects that affect machinability.
1. Composition and Type of Bronze Alloys
The composition of bronze alloys mostly includes copper with the inclusion of tin, aluminum, or phosphorous components, thereby creating other alloys like tin bronze and aluminum bronze. In tin bronze, there is higher strength and resistance to corrosion, thereby qualifying it for use in bearings and naval works, while aluminum bronze exhibits higher strength and resistance to wear but tends to work-harden. These differences in composition can directly influence machining based on references like Wikipedia’s “Bronze Alloys”; for example, machining of aluminum bronze tends to require harder tools because of its hardness.
2. Mechanical Properties Affecting Machinability
The mechanical properties of bronze, including tensile strength and ductility, are known to greatly influence CNC machining. A material with high toughness can be prone to tool adhesion and build-up-edge effects, resulting in the reduced life of the cutting tool and the quality of the surfaces. Furthermore, the property of work hardening the material can pose risks of developing cracks and hardening due to incorrect machining speed. The properties can be analyzed to forestall defects such as the failure of cutting tools.
3. Thermal Properties and Their Implications
One characteristic that will ease heat dissipation is the high conductivity offered by bronze, although this could lead to thermal gradients in the process and cause variations in machining. It is essential to point out that the value for the coefficient of thermal expansion will be incorporated with the objective of making possible the manufacturing of parts with equal dimensions. It is crucial to point out that heat management strategies are essential for dealing with the problem of thermal stresses.
How Can Tool Selection and Geometry Be Used for Optimization of Bronze CNC Machining?
Effective tooling enables effective bronze CNC machining. This article explains the role of tool material and design.
- Tool Material Choices for Durability: The proper tool material selection, such as carbide cutters, is critical in its ability to withstand the naturally abrasive nature of bronze. Carbide tools are very hard and heat-resistant, which causes minimal wear compared to high-speed steel. Regular tool performance in practices underpinned by ISO 9001 certified quality systems ensures reliable results. For instance, further applying coated carbide reduces adhesion even more and extends tool life while maintaining the quality of surface finish throughout production.
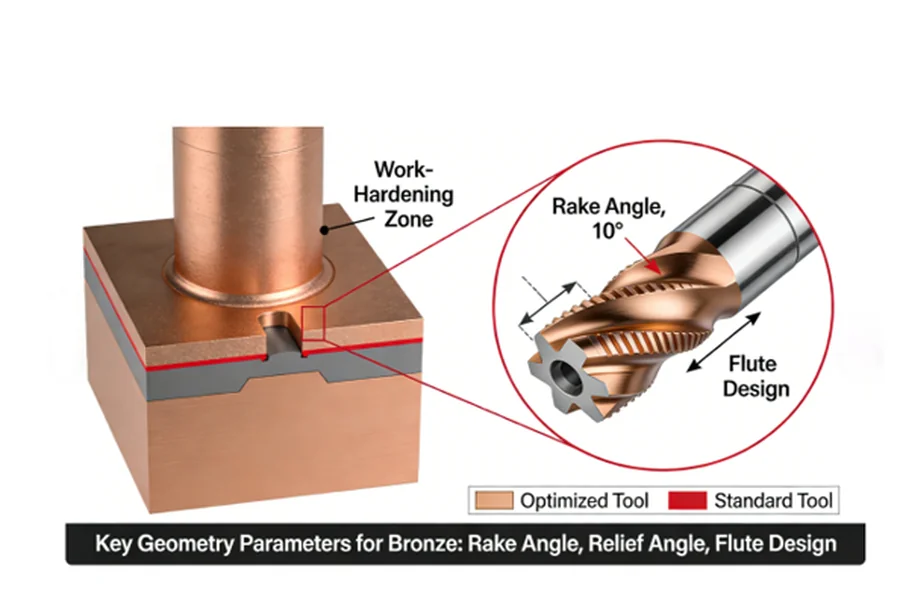
- Geometric Design for Efficient Cutting: The tool geometry involves large rake angles and sharp edges to minimize cutting forces, thereby preventing the welding of chips. A positive rake angle allows smoother chip flow and less heat generation, impeding the possibility of work-hardening. Improved flute designs facilitate the smooth flow of chips, which is important in deep cavity machining. Integrating these geometric principles enables manufacturers to realize higher material removal rates while maintaining tool integrity, as several industry best practices demonstrate.
- Case Studies – Optimization of Tools: Practical applications illustrate how tailored tooling overcomes bronze difficulties. For example, when machining bronze valves, the switch to carbide tools with special geometries reduced the frequency of tool change by 30% and increased the consistency of finish. Examples like this underpin the added value that engineering expertise can bring in selecting correctly matched tooling to material properties for cost-effective, precise manufacturing.
What Are the Ideal Cutting Parameters for Efficient Bronze CNC Machining?
Optimizing cutting parameters is the key, enabling a good balance between speed and quality. Some evidence-based recommendations are given in this section.
1. Speed and Feed Rate Recommendations
Bronze can be effectively made with a high speed and moderate feed rate “cold machining” approach. The recommended machining speeds range between 150 m/min and 300 m/min, depending on the bronze type, with feed rates being adjusted to prevent high forces. It can be noted that lower feeds are appropriate when working with aluminum bronze to control the generation of temperatures, thereby preventing the hardening process. This is according to standards such as ASME Y14.5.
2. Depth of Cut and Its Role
Depth of cut affects loading of the cutter as well as finish of the surface. A short depth of cut (machining of 0.5 to 2 mm) is preferred in finish cuts in order to obtain good machining precision, while deeper cuts can be opted for in rough cuts. This also sometimes causes vibration in machining. By setting up variable depths of cut depending upon the work piece, constant machining conditions are ensured.
3. Adaptive Parameter Adjustments
Dynamic adjustment of parameters, which take into account real-time observation, makes possible reactions to variations in materials. Thus, for example, high speed for soft tin bronze prevents the formation of built-up edges, while lower speed for hard materials controls heat. This dynamic adjustment, facilited by the capability of CNC systems, makes possible optimal working for each type of bronze.
How to Control Deformation and Stress in Bronze CNC Machining?
Deformation management plays a critical role in achieving precision. This chapter describes deformation compensation techniques during machining operations.
- Symmetrical machining Paths: By using symmetrical tool paths, equal cutting pressures are applied. This helps eliminate the possibility of warpage. For complicated shapes, balanced Machining operations help avoid concentration of stress. In aerospace parts, proper stress distribution along with multiple-axis cutting helps in equal material removal. This preserves the accuracy of the shape.
- Stress Relief Techniques: Incorporation of stress relief annealing prior to finish machining helps eliminate internal stresses induced by machining operations. Heat treatment and cooling processes done optimize the structure of the material and help prevent distortion of the material after machining operations. Citations of standards like IATF 16949 and AS9100D bring out the significance of such process controls in risk-critical industries where quality is of prime importance.
- Fixturing and Workholding: Appropriate fixturing avoids stressing the parts. Custom-made fixtures, supporting the part uniformly, prevent clamping deformation, particularly when dealing with thin-walled bronze parts. The concept of modular fixturing provides flexibility when used in small-scale production, which improves the reliability of set-ups. This method, proved successful in the automotive sector, explains how effective work-holding practices can be used to avoid deformations.
What Role Does Cooling and Chip Evacuation Play in Bronze Machining Precision?
Cooling and chip management are critical to maintaining thermal stability. This section examines the analysis of best practices.
1. Cooling Strategies for Heat Management
Minimum quantity lubrication or high pressure air cooling eliminates temperature gradients and prevents the part from becoming saturated. Minimum quantity lubrication ensures cooling to specific areas and prevents the occurrence of thermal deformation. These processes are normally recommended for bronze by different manufacturing industries to promote part stability during machining.
2. Chip Evacuation Strategies
Effective removal prevents re-cutting and heating. High-pressure systems or air blow-offs remove chips from large cavities, and tool engagement remains high. “For example, in bronze impeller turning, successful removal prevented chip welding, which helped retain surface finish.” This is an important observation because removing chips can affect the precision and life span of the tools used.
3. Integrated Cooling Systems
Sophisticated CNC systems have been developed with cooling functionality combined with CNC tool-pathing systems for simultaneous processes. Programming the system with cooling functions at strategic locations helps maximize the cooling process. These technologies, associated with smart manufacturing trends, help a great deal with high-accuracy bronze components for medical or aerospace applications.
How Can Quality Assurance Systems Enhance Bronze CNC Machining Outcomes?
A good QA system is very important to ensure consistency. In this section, full process monitoring is described.
1. In-Process Inspection Techniques
In-machine probes and sensors help carry out real-time key dimension measurements during machining processes. Immediate corrective actions for tool deviation or wear can be done through data feedback, keeping tolerances at ±0.01 mm. In-measuring closed-loop controls, such as compliance with ISO 13485 for medical devices, help confirm validated parts on a continuous loop.
2. Statistical Process Control (SPC)
SPC techniques record and monitor the process parameters and results over a period and are able to flag trends falling outside the normal range, thus showing probable deviations. Moreover, in the case of bronze machining, managing factors such as cutting force will help in ensuring replicability of results.
3. Certification & Traceability
Adherence to ISO 9001 and AS9100D standards builds consistency in their quality management system. Traceability of machining information right from the batch of material to the finished inspection also helps in adhering to industry standards. It also builds confidence in customers to ensure their bronze products are of the highest standards.
Conclusion
Nevertheless, if the bronze CNC machining services is to be successful, a model must be developed which takes into consideration the characteristics, tools, factors, deformation, cooling, and quality. Employing the above five approaches, companies can deal with various problems, reach a high level of accuracy, remove the concept of wastage, and accelerate the speed for the machining process. Owing to technological advancements, the combination of the above approaches with smart systems can heighten the levels of efficacy and creativity in precision production.
FAQs
Q1: What machining differences exist in machining tin bronze and machining aluminum bronze?
A: Tin bronze is more ductile and corrosion-resistant, while aluminum bronze is stronger with a tendency to work-harden. Machining of aluminum bronze entails the use of wear-resistant cutting tools, while differing machining parameters are employed to avoid generation of heat. Understanding of technology in terms of materials science enables optimization of machining parameters of both materials.
Q2: What are the possible tolerance values that can be achieved on the CNC machining of the bronze material?
A: With the latest CNC systems and quality control, the tolerance limits can be set between IT7 and ±0.005mm. The standards set by ASME Y14.5 define this precision, which satisfies the industrial requirements for aerospace or medical equipment applications, among others.
Q3: Which cooling technique can be applied during bronze machining for preventing deformations?
A: Minimum quantity lubrication or high-pressure air cooling is preferred. Higher precision is achieved through reduced thermal gradients. It is emphasized in guidelines that reduced thermal gradients ensure stable results without distortion.
Q4: Is bronze CNC machining applicable to low volume production?
A: Absolutely, it works very well for prototype development or small quantities. The scalability offered by these cloud-based services brings the best of quick prototyping and affordable solutions together.
Q5: How does a manufacturer assure quality in bronze CNC machining?
A: Through ISO 9001 and AS9100D certification, combined with in-process checks and SPC tracking. This data-driven approach provides consistency, reliability, and traceability on every project we accept.
Author Bio
LS Manufacturing is one of those companies that assist engineers in attempting difficult part-related tasks with precision manufacturing competence. ISO 9001, IATF 16949, and AS9100D-certified, their projects stand for highly qualitative solutions provided with advanced technologies. For further information, keep in mind that contacting them will mean getting a free project evaluation without any further obligations to transform an idea into a solution.




{kind=link}